Page 1237 of 4647
BL-304
BODY REPAIR
Revision: 2007 April2007 M35/M45
LOCATION OF PLASTIC PARTS
SIIA2737E
Page 1239 of 4647
BL-306
BODY REPAIR
Revision: 2007 April2007 M35/M45
Precautions in Repairing High Strength SteelNIS00214
High strength steel is used for body panels in order to reduce vehicle weight.
Accordingly, precautions in repairing automotive bodies made of high strength steel are described below:
HIGH STRENGTH STEEL (HSS) USED IN NISSAN VEHICLES
SP130 is the most commonly used HSS.
SP150 HSS is used only on parts that require much more strength.Tensile strength Nissan/Infiniti designation Major applicable parts
373 N/mm
2
(38kg/mm2 ,54klb/sq in)SP130
�Front & rear side member assembly
�Front side member closing plate assembly
�Front strut housing
�Lower dash
�Rear seat crossmember
�Other reinforcements
785-1350 N/mm
2
(80-138kg/mm2 , 114-196klb/sq in)SP150
�Center pillar reinforcement
(Component part)
�Outer roof side rail reinforcement
(Component part)
Page 1240 of 4647

BODY REPAIR
BL-307
C
D
E
F
G
H
J
K
L
MA
B
BL
Revision: 2007 April2007 M35/M45
Read the Following Precautions When Repairing HSS:
1. Additional points to consider
�The repair of reinforcements (such as side members) by heat-
ing is not recommended since it may weaken the component.
When heating is unavoidable, do not heat HSS parts above
550°C (1,022°F).
Verify heating temperature with a thermometer.
(Crayon-type and other similar type thermometer are appro-
priate.)
�When straightening body panels, use caution in pulling any
HSS panel. Because HSS is very strong, pulling may cause
deformation in adjacent portions of the body. In this case,
increase the number of measuring points, and carefully pull
the HSS panel.
�When cutting HSS panels, avoid gas (torch) cutting if possi-
ble. Instead, use a saw to avoid weakening surrounding areas
due to heat. If gas (torch) cutting is unavoidable, allow a mini-
mum margin of 50 mm (1.97in).
�When welding HSS panels, use spot welding whenever possi-
ble in order to minimize weakening surrounding areas due to
heat.
If spot welding is impossible, use M.I.G. welding. Do not use
gas (torch) welding because it is inferior in welding strength.
PIIA0115E
PIIA0116E
PIIA0117E
PIIA0144E
Page 1242 of 4647

BODY REPAIR
BL-309
C
D
E
F
G
H
J
K
L
MA
B
BL
Revision: 2007 April2007 M35/M45
Rear fender hemming process
1. A wheel arch is to be installed and hemmed over left and right outer wheel house.
2. In order to hem the wheel arch, it is necessary to repair any damaged or defaced parts around outer
wheel house.
CAUTION:
Ensure that the area that is to be glued around outer wheelhouse is undamaged or defaced.
Procedure of the hemming process
�Peel off old bonding material on the surface of outer wheelhouse
and clean thoroughly.
�Peel off a primer coat in the specified area where new adhesive
is to be applied on rear fender (the replacing part).
�Apply new adhesive to both specified areas of outer wheelhouse
and rear fender.
�Attach rear fender to the body of the car, and weld the required
part except the hemming part.
�Bend the welded part starting from the center of the wheel arch
gradually with a hammer and a dolly. (Also hem the end of the
flange.)
�Hemming with a hammer is conducted to an approximate angle
of 80 degrees.
�Starting from the center, hem the wheel arch gradually, using
slight back and forth motion with a hemming tool.
�Seal up the area around the hemmed end of the flange. 3M automix panel bond 8115,
or any equivalents
SIIA2244E
SIIA2245E
SIIA2246E
SIIA2247E
Page 1247 of 4647
BL-314
BODY REPAIR
Revision: 2007 April2007 M35/M45
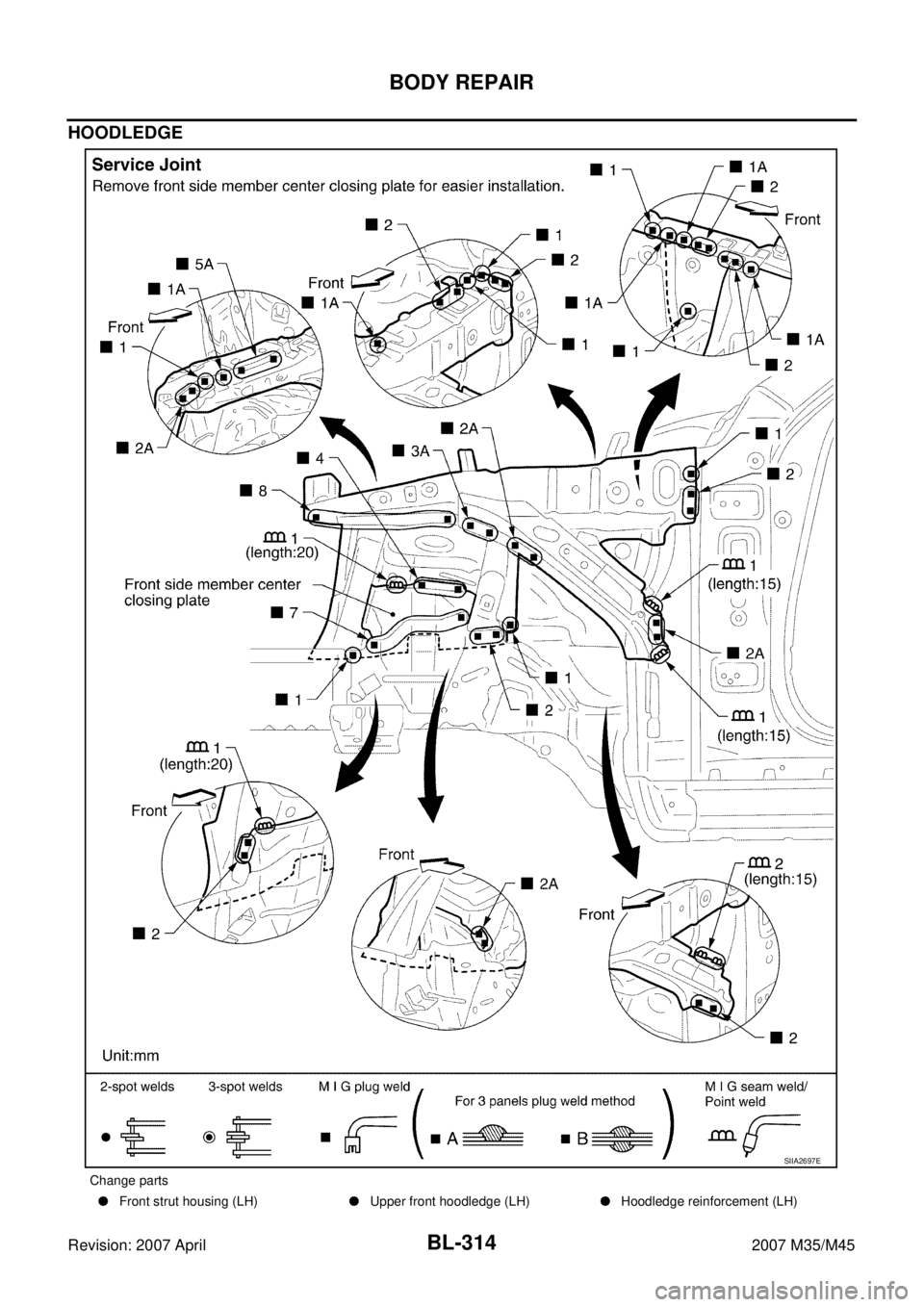
HOODLEDGE
Change parts
�Front strut housing (LH)�Upper front hoodledge (LH)�Hoodledge reinforcement (LH)
SIIA2697E
Page 1250 of 4647
BODY REPAIR
BL-317
C
D
E
F
G
H
J
K
L
MA
B
BL
Revision: 2007 April2007 M35/M45
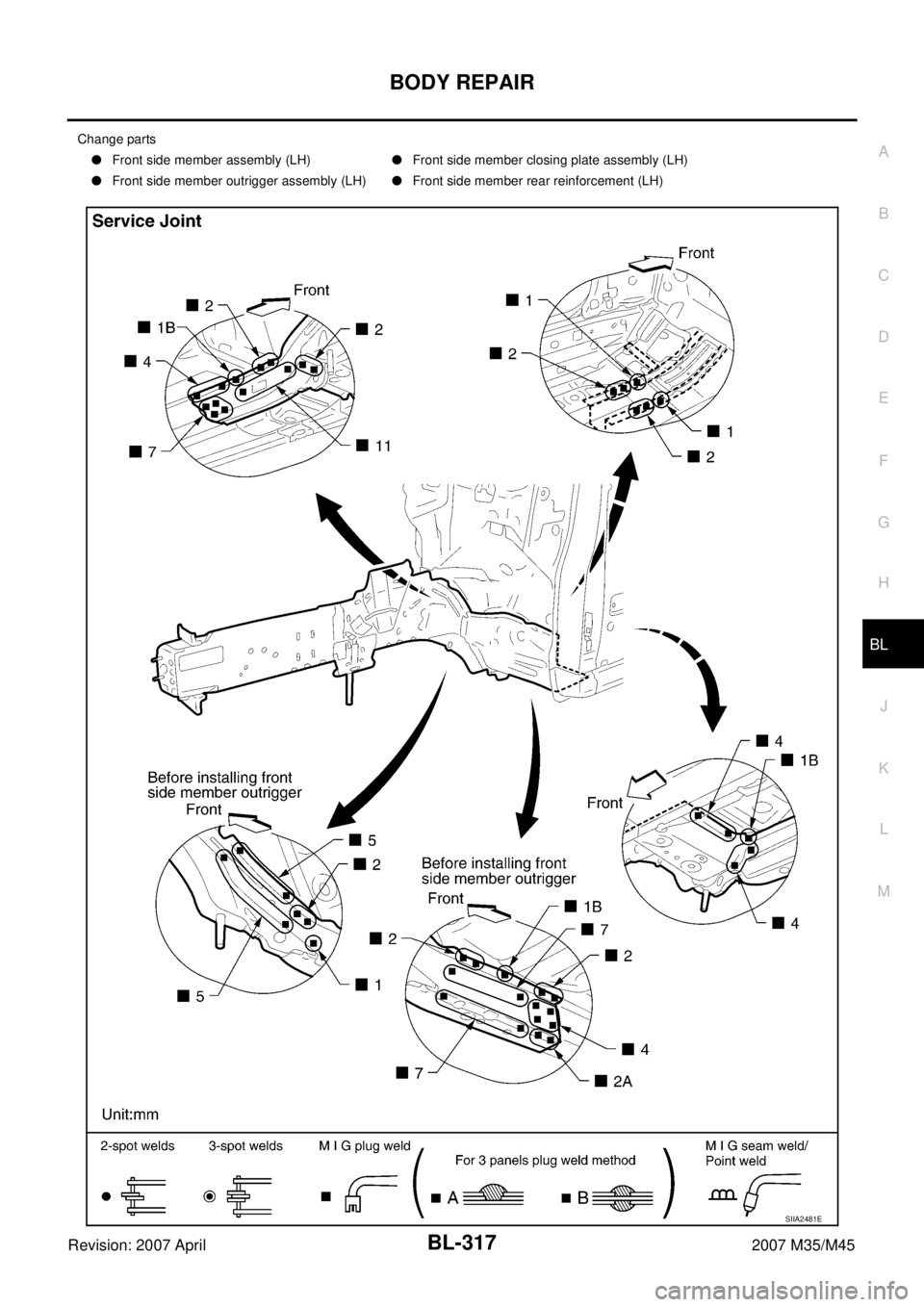
Change parts
�Front side member assembly (LH)�Front side member closing plate assembly (LH)
�Front side member outrigger assembly (LH)�Front side member rear reinforcement (LH)
SIIA2481E
Page 1252 of 4647
BODY REPAIR
BL-319
C
D
E
F
G
H
J
K
L
MA
B
BL
Revision: 2007 April2007 M35/M45
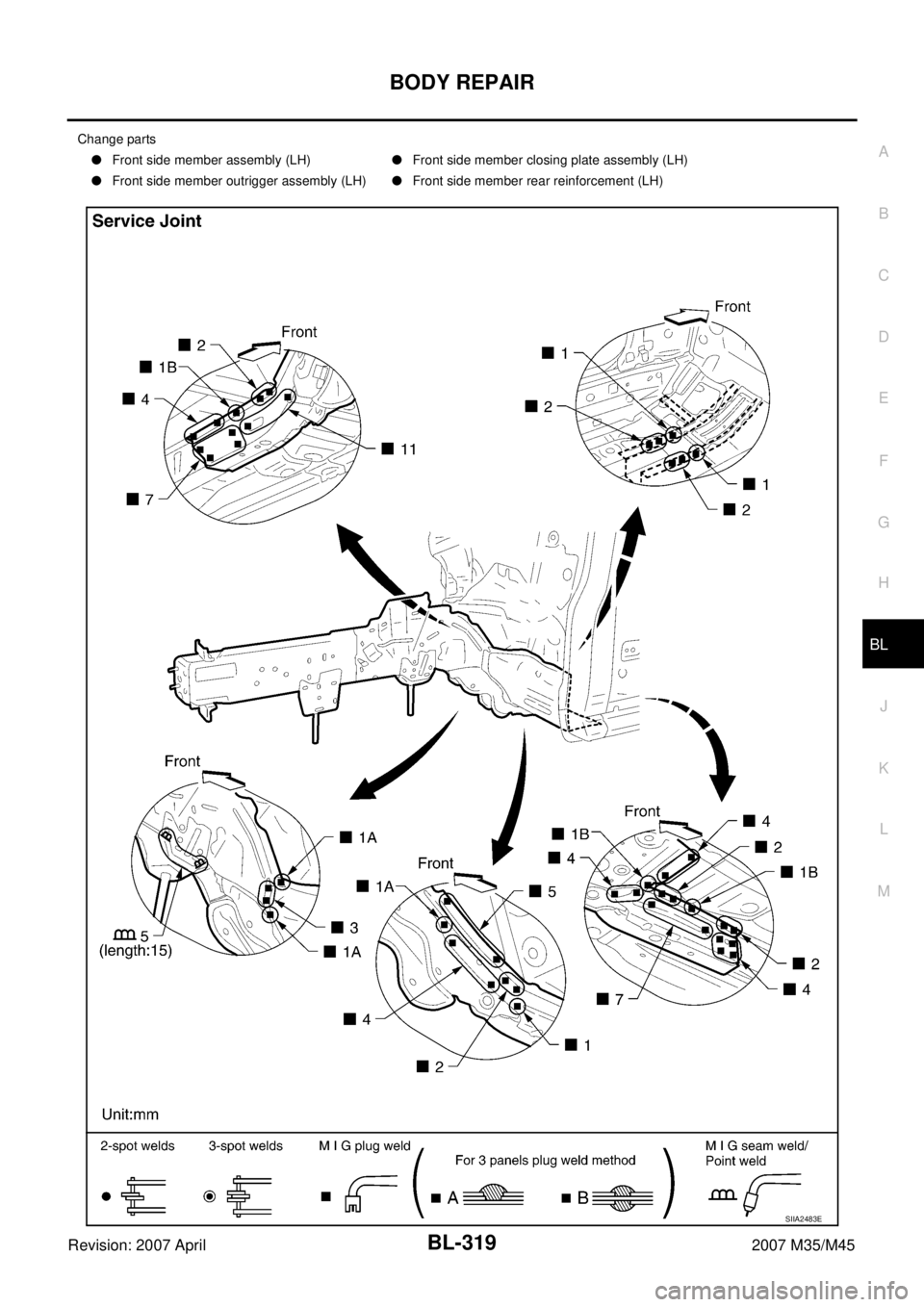
Change parts
�Front side member assembly (LH)�Front side member closing plate assembly (LH)
�Front side member outrigger assembly (LH)�Front side member rear reinforcement (LH)
SIIA2483E
Page 1253 of 4647
BL-320
BODY REPAIR
Revision: 2007 April2007 M35/M45
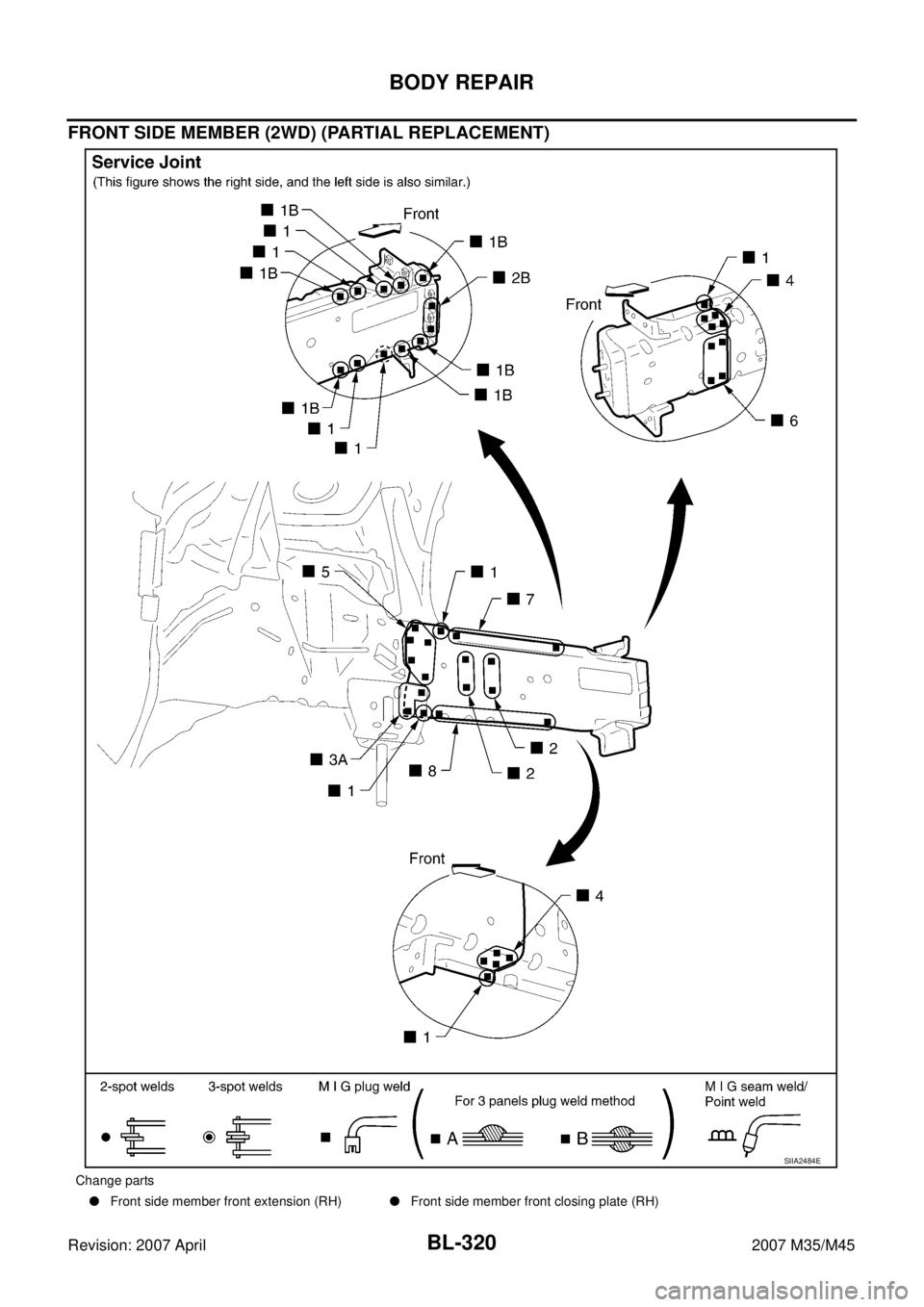
FRONT SIDE MEMBER (2WD) (PARTIAL REPLACEMENT)
Change parts
�Front side member front extension (RH)�Front side member front closing plate (RH)
SIIA2484E