Page 4055 of 4462

REAR FINAL DRIVE ASSEMBLY RFD-17
C E F
G H
I
J
K L
M A
B
RFD
Revision: 2006 December 2006 FX35/FX45
7. Set a suitable jack to rear final drive assembly. CAUTION:
Do not place a suitable jack on the rear cover (aluminum
case).
8. Remove the mounting bolts and nuts connecting to the suspen- sion member, and remove rear final drive assembly with a power
tool.
CAUTION:
Secure rear final drive assembly to a suitable jack while
removing it.
INSTALLATION
Note the following, and installation is in the reverse order of removal.
�Refer to RFD-16, "COMPONENTS" about each tightening torque.
�When installing breather hoses (1), refer to the figure.
CAUTION:
Make sure there are no pinched or restricted areas on the
breather hose caused by bending or winding when install-
ing it.
–For installation, the vehicle side end shall be inserted to suspen-
sion member (2). Install metal connector (3) side of this hose to
rear cover by inserting it with aiming painted marking to the front
of vehicle.
�When oil leaks while removing final drive assembly, check oil
level after the installation. Refer to RFD-9, "
Checking Differential
Gear Oil" .
SDIA1969J
SDIA1970J
PDIA0754E
Page 4056 of 4462

RFD-18
REAR FINAL DRIVE ASSEMBLY
Revision: 2006 December 2006 FX35/FX45
Disassembly and AssemblyNDS000CX
COMPONENTS
1. Drive pinion lock nut 2. Companion flange 3. Front oil seal
4. Pinion front bearing 5. Gear carrier 6. Side oil seal
7. Side flange 8. Collapsible spacer 9. Pinion rear bearing
10. Pinion height adjusting washer 11. Drive pinion 12. Side bearing adjusting washer
13. Side bearing 14. Side gear thrust washer 15. Circular clip
16. Side gear 17. Lock pin 18. Pinion mate gear
19. Pinion mate thrust washer 20. Pinion mate shaft 21. Drive gear
22. Differential case 23. Bearing cap 24. Filler plug
25. Gasket 26. Rear cover 27. Drain plug
A: Oil seal lip
B: Screw hole
C: After tightening the bolts to the specified torque, tighten the bolts additionally by turning the bolts 31 to 36 degrees.
Refer to GI-11, "
Components" and the followings for the symbols in the figure.
: Apply multi-purpose grease.
: Apply gear oil.
: Apply anti-corrosion oil.
: Apply Genuine Silicone RTV or equivalent. Refer to
GI-48, "
Recommended Chemical Products and Sealants" .
: Apply Genuine High Strength Thread Locking Sealant or equivalent. Refer to
GI-48, "
Recommended Chemical Prod-
ucts and Sealants" .
PDIA0986E
Page 4057 of 4462

REAR FINAL DRIVE ASSEMBLY RFD-19
C E F
G H
I
J
K L
M A
B
RFD
Revision: 2006 December 2006 FX35/FX45
ASSEMBLY INSPECTION AND ADJUSTMENT
�Before inspection and adjustment, drain gear oil.
Total Preload Torque
1. Secure final drive assembly onto an attachment.
2. Remove side flanges.
3. Rotate drive pinion back and forth 2 to 3 times to check for unusual noise and rotation malfunction.
4. Rotate drive pinion at least 20 times to check for smooth opera- tion of the bearing.
5. Measure total preload with the preload gauge.
NOTE:
Total preload torque = Pinion bearing preload torque + Side
bearing preload torque
�If measured value is out of the specification, disassemble it to
check and adjust each part. Adjust the pinion bearing preload and side bearing preload.
Adjust the pinion bearing preload first, then adjust the side bearing preload.
Drive Gear Runout
1. Remove rear cover. Refer to RFD-33, "Differential Assembly" .
2. Fit a dial indicator to the drive gear back face.
3. Rotate the drive gear to measure runout.
�If the runout is outside of the repair limit, check drive gear
assembly condition; foreign material may be caught between
drive gear and differential case, or differential case or drive gear
may be deformed, etc.
CAUTION:
Replace drive gear and drive pinion gear as a set. Tool number A: KV38100800 (J-25604-01)
Tool number A: ST3127S000 (J-25765-A)
Total preload torque: 2.85 - 3.75 N·m (0.29 - 0.38 kg-m, 26 - 33 in-lb)
PDIA0766J
When the preload torque is large On pinion bearings: Replace the collapsible spacer.
On side bearings: Use thinner side bearing adjusting washers by the same amount to each side. Refer to RFD-38, "
Side Bearing Adjusting Washer" .
When the preload is small On pinion bearings: Tighten the drive pinion lock nut.
On side bearings: Use thicker side bearing adjusting washers by the same amount to each side. Refer to RFD-38, "
Side Bearing Adjusting Washer" .
Runout limit: 0.05 mm (0.0020 in)
SPD886
Page 4058 of 4462
RFD-20
REAR FINAL DRIVE ASSEMBLY
Revision: 2006 December 2006 FX35/FX45
Tooth Contact
1. Remove rear cover. Refer to RFD-33, "Differential Assembly" .
2. Apply red lead to drive gear. CAUTION:
Apply red lead to both the faces of 3 to 4 gears at 4 loca-
tions evenly spaced on drive gear.
3. Rotate drive gear back and forth several times, check drive pin- ion gear to drive gear tooth contact.
CAUTION:
Check tooth contact on drive side and reverse side.
SPD357
SDIA0570E
SDIA0207E
Page 4059 of 4462

REAR FINAL DRIVE ASSEMBLY RFD-21
C E F
G H
I
J
K L
M A
B
RFD
Revision: 2006 December 2006 FX35/FX45
4. If tooth contact is improperly adjusted, follow the procedure below to adjust the pinion height (dimension X).
�If the tooth contact is near the face (face contact), or near the
heel (heel contact), thicken pinion height adjusting washers to
move drive pinion closer to drive gear.
Refer to RFD-38, "
Pinion Height Adjusting Washer" .
�If the tooth contact is near the flank (flank contact), or near the
toe (toe contact), thin pinion height adjusting washers to move
drive pinion farther from drive gear.
Refer to RFD-38, "
Pinion Height Adjusting Washer" .
Backlash
1. Remove rear cover. Refer to RFD-33, "Differential Assembly" .
2. Fit a dial indicator to the drive gear face to measure the back- lash.
�If the backlash is outside of the specified value, change the
thickness of side bearing adjusting washer.
CAUTION:
Do not change the total amount of washers as it will change the bearing preload.
SDIA0517E
PDIA0440E
PDIA0441E
Backlash: 0.10 - 0.15 mm (0.0039 - 0.0059 in)
When the backlash is large: Make drive gear back side adjusting washer thicker,
and drive gear tooth side adjusting washer thinner by
the same amount. Refer to RFD-38, "
Side Bearing
Adjusting Washer" .
When the backlash is small: Make drive gear back side adjusting washer thinner,
and drive gear tooth side adjusting washer thicker by
the same amount. Refer to RFD-38, "
Side Bearing
Adjusting Washer" .
SPD513
Page 4060 of 4462
.
2. Rotate companion fl")
RFD-22
REAR FINAL DRIVE ASSEMBLY
Revision: 2006 December 2006 FX35/FX45
Companion Flange Runout
1. Fit a test indicator to the inner side of companion flange (socket diameter).
2. Rotate companion flange to check for runout.
3. If the runout value is outside the runout limit, follow the proce- dure below to adjust.
a. Check for runout while changing the phase between companion flange and drive pinion by 90 ° step, and search for the position
where the runout is the minimum.
b. If the runout value is still outside of the limit after the phase has been changed, possible cause will be an assembly malfunction of drive pinion and pinion bearing and
malfunction of pinion bearing. Check for these items and repair if necessary.
c. If the runout value is still outside of the limit after the check and repair, replace companion flange.
DISASSEMBLY
Differential Assembly
1. Drain gear oil, if necessary.
2. Remove side flange.
3. Remove rear cover mounting bolts.
4. Remove rear cover to insert the seal cutter between gear carrier and rear cover.
CAUTION:
�Be careful not to damage the mating surface.
�Do not insert flat-bladed screwdriver, this way damage
the mating surface.
5. Using two 45 mm (1.77 in) spacers, mount carrier on the attach- ment.
6. For proper reinstallation, paint matching marks on one side of the bearing cap.
CAUTION:
�For matching marks, use paint. Do not damage bearing
caps and gear carrier.
�Bearing caps are line-board during manufacture. The
matching marks are used to reinstall them in their origi-
nal positions. Runout limit: 0.08 mm (0.0031 in)
PDIA0490E
Tool number A: KV10111100 (J-37228)
PDIA0756J
Tool number A: KV38100800 (J-25604-01)
PDIA0757J
SDIA1795E
Page 4061 of 4462
REAR FINAL DRIVE ASSEMBLY RFD-23
C E F
G H
I
J
K L
M A
B
RFD
Revision: 2006 December 2006 FX35/FX45
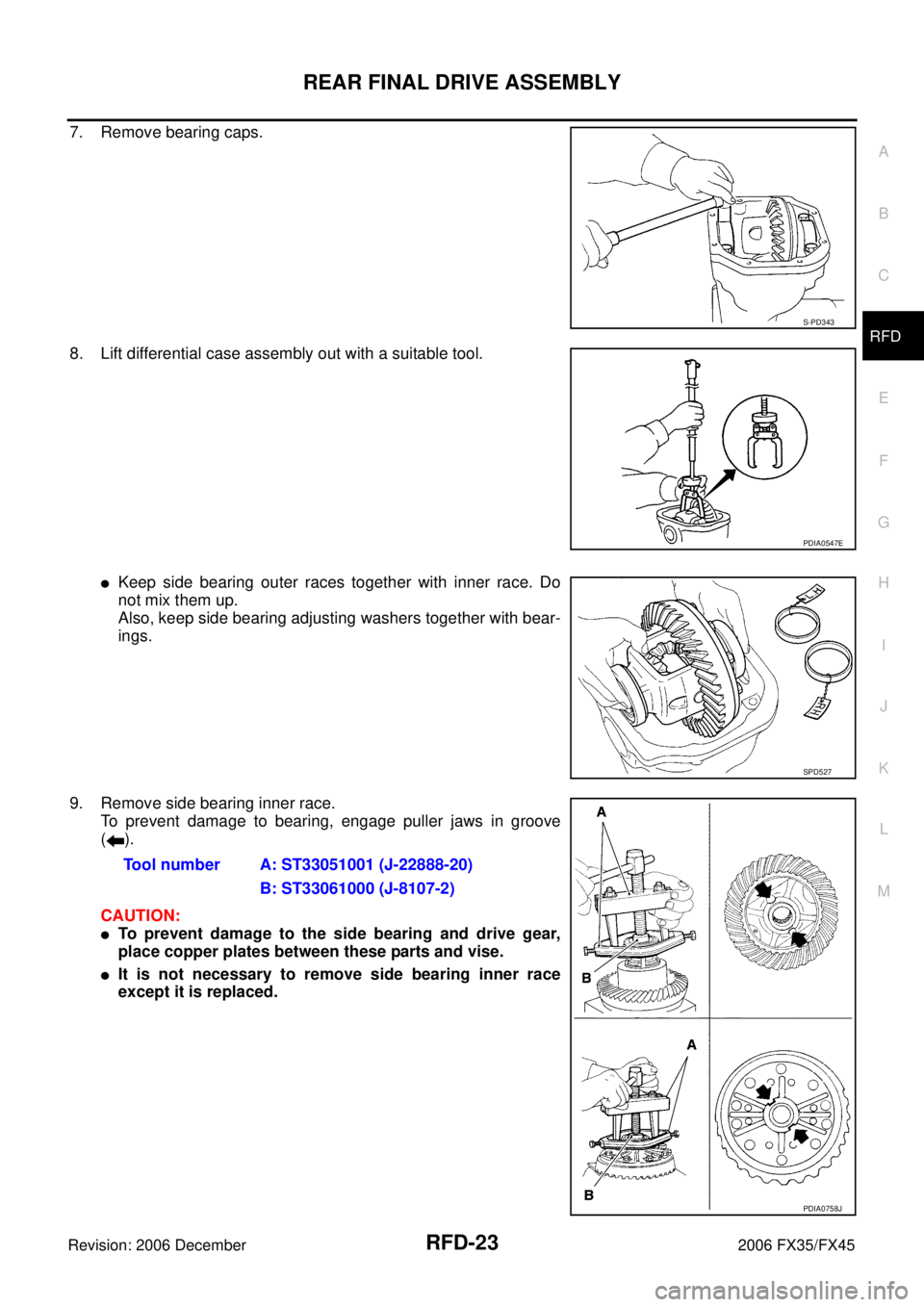
7. Remove bearing caps.
8. Lift differential case assembly out with a suitable tool.
�Keep side bearing outer races together with inner race. Do
not mix them up.
Also, keep side bearing adjusting washers together with bear-
ings.
9. Remove side bearing inner race. To prevent damage to bearing, engage puller jaws in groove
().
CAUTION:
�To prevent damage to the side bearing and drive gear,
place copper plates between these parts and vise.
�It is not necessary to remove side bearing inner race
except it is replaced.
S-PD343
PDIA0547E
SPD527
Tool number A: ST33051001 (J-22888-20)
B: ST33061000 (J-8107-2)
PDIA0758J
Page 4062 of 4462
RFD-24
REAR FINAL DRIVE ASSEMBLY
Revision: 2006 December 2006 FX35/FX45
10. For proper reinstallation, paint matching marks on one differen- tial case assembly.
CAUTION:
For matching marks, use paint. Do not damage differential
case and drive gear.
11. Remove drive gear mounting bolts.
12. Tap drive gear off differential case assembly with a soft hammer. CAUTION:
Tap evenly all around to keep drive gear from bending.
13. Remove lock pin of pinion mate shaft with a punch from drive gear side.
14. Remove pinion mate shaft.
15. Turn pinion mate gear, then remove pinion mate gear, pinion mate thrust washer, side gear and side gear thrust washer from
differential case.
Drive Pinion Assembly
1. Remove differential assembly. Refer to RFD-33, "Differential Assembly" .
PDIA0496E
PDIA0759J
SDIA0031J
SDIA0032J